新浪微博
新浪微博 騰訊微博
騰訊微博

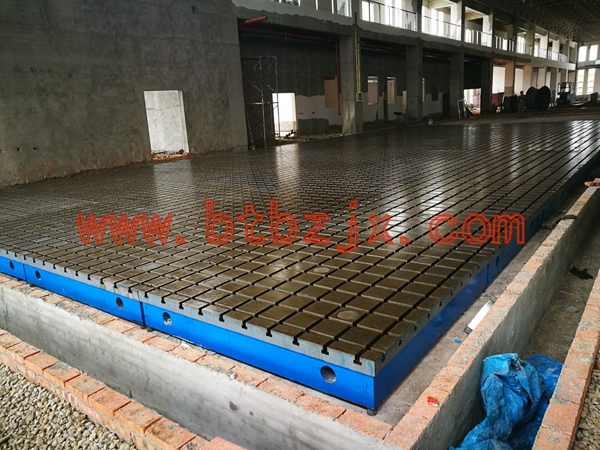
鉚焊平臺形成氣孔(氣泡、嗆孔、氣窩)原因及防止辦法
鉚焊平臺形成氣孔(氣泡、嗆孔、氣窩)原因及防止辦法
特征
鉚焊平臺氣孔是存在于鑄件表面或內部的孔洞,呈圓形、橢圓形或不規則形,有時多個氣孔組成一個氣團,皮下一般呈梨形。嗆孔形狀不規則,且表面粗糙,氣窩是鑄件表面凹進去一塊,
鉚焊平臺形成氣孔(氣泡、嗆孔、氣窩)原因
1、模具預熱溫度太低,液體金屬經過澆注系統時冷卻太快。
2、模具排氣設計不良,氣體不能通暢排出。
3、涂料不好,本身排氣性不佳,甚至本身揮發或分解出氣體。
4、模具型腔表面有孔洞、凹坑,液體金屬注入后孔洞、凹坑處氣體迅速膨脹壓縮液體金屬,鉚焊平臺模具形成嗆孔。
5、模具型腔表面銹蝕,且未清理干凈。
6、原材料(砂芯)存放不當,使用前未經預熱。
7、脫氧劑不佳,或用量不夠或操作不當等。

防止鉚焊平臺形成氣孔(氣泡、嗆孔、氣窩)方法
1、模具要充分預熱,涂料(石墨)的粒度不宜太細,透氣性要好。
2、使用傾斜澆注方式澆注。
3、原材料應存放在通風干燥處,使用時要預熱。
4、選擇脫氧效果較好的脫氧劑(鎂)。
5、澆注溫度不宜過高。
北重機械制造有限公司2017年國內鉚焊平臺的銷售區域:安徽鉚焊平臺、浙江鉚焊平臺、甘肅鉚焊平臺、吉林鉚焊平臺、湖北鉚焊平臺及內蒙古鉚焊平臺等十多個省市地區。
北重機械制造有限公司2017年國外鉚焊平臺的銷售區域:俄羅斯鉚焊平臺、英國鉚焊平臺、越南鉚焊平臺、意大利鉚焊平臺、德國鉚焊平臺、韓國鉚焊平臺、捷克鉚焊平臺、沙特鉚焊平臺、印度鉚焊平臺、西班牙鉚焊平臺、美國鉚焊平臺。
鉚焊平臺國內外統一免費咨詢熱線:0317-8258735 公司QQ:1191325629
下一篇:冬季劃線平臺如何維護及保養上一篇:大型T型槽鑄鐵平臺生產中如何