 新浪微博
新浪微博 騰訊微博
騰訊微博械")
械")
T型槽鑄鐵焊接平臺(tái)的平面度如何識(shí)別
T型槽焊接平臺(tái)的平面度如何識(shí)別
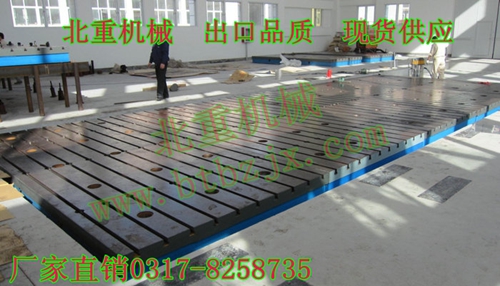
①T型槽焊接平臺(tái)工作面不得有嚴(yán)重影響外觀和使用的砂孔、氣孔、裂紋、縮松、劃痕、碰傷、銹點(diǎn)等缺陷。
②T型槽焊接平臺(tái)的表面應(yīng)清除型砂且平整,涂漆牢固。
③T型槽焊接平臺(tái)精度等級(jí)為0級(jí)-3級(jí)的T型槽平臺(tái)工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應(yīng)小于周?chē)牧系挠捕取9ぷ髅娑氯纳翱讘?yīng)不多于4個(gè),且砂孔之間的間距應(yīng)不小于80mm。
④T型槽焊接平臺(tái)應(yīng)采用優(yōu)質(zhì)細(xì)密的灰口鑄鐵或合金等材料制造,其工作面硬度應(yīng)達(dá)到170-220HB。
⑤T型槽焊接平臺(tái)工作面通常應(yīng)采用刮削工藝。對(duì)采用刮削加工的3級(jí)T型槽焊接平臺(tái)工作面,其表面粗糙度Ra的最大允許值為5um。
⑥采用刮削工藝應(yīng)進(jìn)行涂色對(duì)研檢驗(yàn)。對(duì)研后顯示的接觸點(diǎn)面積的比率見(jiàn)表3的規(guī)定:或者按25mm×25mm正方形面積的接觸點(diǎn)數(shù)見(jiàn)表3的規(guī)定,且任意25mm×25mm中的接觸點(diǎn)數(shù)之間應(yīng)不大于5點(diǎn)。
T型槽焊接平臺(tái)精度:按國(guó)家標(biāo)準(zhǔn)計(jì)量檢定規(guī)程執(zhí)行,分別為0,1,2,3級(jí)四個(gè)級(jí)別
相關(guān)資訊
- 數(shù)控滑臺(tái)廠家:掌握設(shè)計(jì)注意事項(xiàng),保障…
- 數(shù)控滑臺(tái):引領(lǐng)改革創(chuàng)新的強(qiáng)大引擎
- 三軸硬軌滑臺(tái)在正常運(yùn)行中如何延長(zhǎng)使…
- 小型機(jī)械滑臺(tái)—開(kāi)啟高精度運(yùn)動(dòng)控制新…
- 高效加工的秘密武器——自動(dòng)化十字滑臺(tái)
- 提升加工效率的秘密武器——燕尾十字…
- 數(shù)控滑臺(tái)與傳統(tǒng)設(shè)備——誰(shuí)將傲視群雄
- 數(shù)控滑臺(tái)的應(yīng)用為機(jī)床帶來(lái)的創(chuàng)新與提…


同類(lèi)文章排行
- 數(shù)控滑臺(tái):引領(lǐng)改革創(chuàng)新的強(qiáng)大引擎
- 小型機(jī)械滑臺(tái)—開(kāi)啟高精度運(yùn)動(dòng)控制新…
- 提升加工效率的秘密武器——燕尾十字…
- 數(shù)控滑臺(tái)的應(yīng)用為機(jī)床帶來(lái)的創(chuàng)新與提…
- 數(shù)控滑臺(tái):提升生產(chǎn)效率與定位精度的…
- 精密工作臺(tái)機(jī)床滑臺(tái)選購(gòu)全攻略:如何…
- 燕尾數(shù)控滑臺(tái):讓機(jī)床操作更為便捷與…
- 精密十字滑臺(tái)在行業(yè)中真的很廣泛?
- 數(shù)控十字滑臺(tái)在使用過(guò)程中是如何保證…
- 提高生產(chǎn)效率的高精度數(shù)控機(jī)床專(zhuān)機(jī)
